

Plastic Injection Molding Key Considerations

Any successful injection molding project must take multiple factors at once into consideration.
Material Selection
Materials play a significant role in injection molding. A skilled injection molding provider can help you choose a thermoplastic that fits your budget and performance requirements. Because molders often get discounts on the large quantities of thermoplastic grades they purchase, they can pass on those savings to you.
Tolerance Variations
Every product made through injection molding should have specific tolerances to fit their intended application. Certain materials may be difficult to mold or hold to required tolerances, and the design of the tooling can also affect the final part’s tolerance. Always discuss with your injection molder the acceptance tolerance range for specific products.
Barrel and Nozzle Temperatures
Molders must maintain specific barrel and nozzle temperatures in injection molding because they affect the ability of the resin to flow throughout the mold. Barrel and nozzle temperatures must be precisely set between thermo-decomposition and melting temperatures. Otherwise, it may result in overflow, flash, slow flow, or unfilled parts.
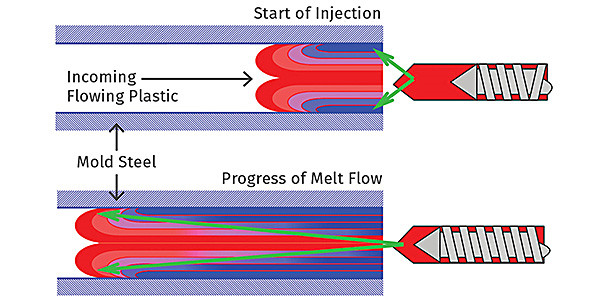
Thermoplastic Flow Rates
Molders must maintain an optimal flow rate to ensure that the heated plastic is injected as fast as possible into the mold’s cavity until it is 95% to 99% full. Having the proper flow rate ensures that the plastic retains the right viscosity level to flow into the cavity.
Other factors that should be considered in any injection molding operation are:
*Gate location
*Sink marks
*Shut-off angles
*Texturing
*Draft and draft angle orientation
*Steel safe areas
Six Key Steps in the Injection Molding Process
The injection molding process involves six main steps, and issues can arise at any of these stages if not carried out properly.
1.Clamping
In this process, the two halves of the mold are tightly secured using a clamping unit, which uses hydraulic power to exert sufficient force to close the mold. Without adequate clamping force, the process can lead to uneven wall sections, inconsistent weights, and varying sizes. Excessive clamping force can result in short shots, burns, and gloss level changes.
2.Injection
Molders inject melted thermoplastic material into the mold with a ramming device or screw under high pressure. Then, the part must be allowed to cool at a uniform rate. If not, the final part can have flow lines or unwanted patterns that affect its aesthetic.
3.Dwelling Pressure
Once the thermoplastic material has been injected into the mold, molders exert more pressure to fill the cavities fully. They usually hold the molten thermoplastic material until the mold’s gate freezes. The dwelling period must apply the correct pressure—too low and it can leave sink marks on the finished product. Excess pressure can cause burrs, enlarged dimensions, or trouble releasing the part from the mold.
4.Cooling
After dwelling, the mold is filled, but it is likely still too hot to remove from the mold. Therefore, molders allocate a certain amount of time for the mold to absorb heat from the plastic. Molders must maintain sufficient, uniform cooling of the thermoplastic material or will risk warping of the final product.
5.Mold Opening
The movable plates of the mold injection machine open. Some molds have air blast control or core pulls, and the molding machine controls the level of force used to open the mold while protecting the part.
6.Part Removal
The final product is ejected from the injection mold with a pulse from the ejection system, rods, or robotics. Nano release coatings on the mold surface helps prevent rips or tears during ejection.
Typical Molding Defects Caused by Process Problems
There are several molding defects associated with injection molding, such as:
Warping: Warping is deformation that happens when the part experiences uneven shrinkage. It presents as unintended bent or twisted shapes.
Jetting: If the thermoplastic is injected too slowly and begins to set before the cavity is full, it can cause jetting of the final product. Jetting looks like a wavy jet stream on the surface of the part.
Sink marks: These are surface depressions that occur with uneven cooling or when molders don’t allow enough time for the part to cool, causing the materials to shrink inwards.
Weld lines: These are thin lines that usually form around parts with holes. As the molten plastic flows around the hole, the two flows meet, but if the temperature isn’t right, the flows won’t bond properly. The result is a weld line, which reduces the durability and strength of the final part.
Eject marks: If the part is ejected too early or with excess force, the ejector rods can leave marks in the final product.
Vacuum voids: Vacuum voids occur when air pockets are trapped below the surface of the part. They are caused by uneven solidification between the inner and outer sections of the part.
Injection Molding Services From DJmolding
The DJmolding, a high volume, custom injection molding specialist, has a 13 year of injection molding experience. Since DJmolding established, we have been dedicated to providing our customers with the highest quality injection molded parts available. Today, our defect rate is less than 1 part per million.
